お問い合わせ
0265-86-3215
受付時間 / 平日 8:00〜17:00
![]()
技術紹介担当の営業課牧〇です!
第70回目は、「ゲート形状改善」を紹介します!
まず、ゲートについて説明します。
射出成形は熱で溶かした樹脂を金型へ流し込んで
冷やし、固めるという流れで製造されます。
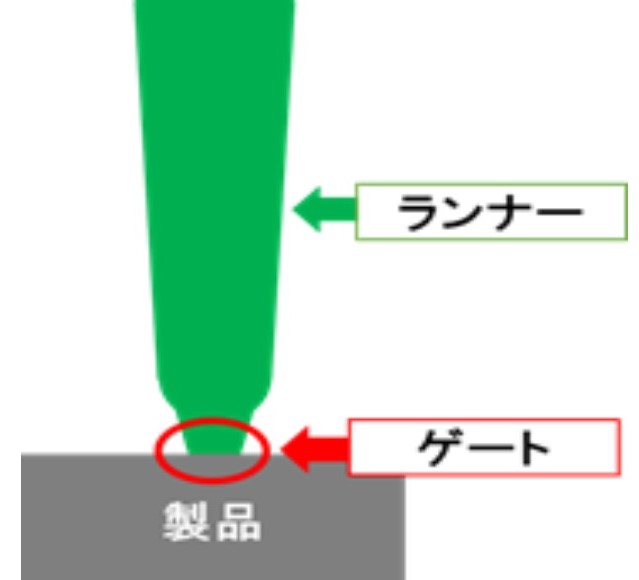
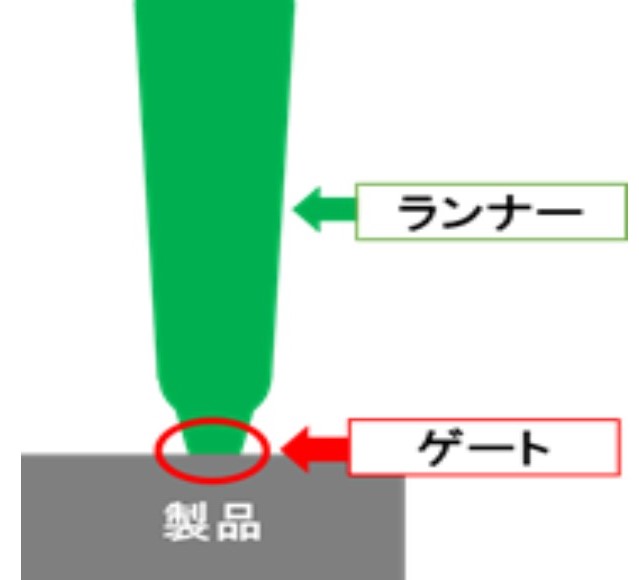
金型内で樹脂が製品形状部へ流れ込む通り道をランナー、
製品形状部への入り口をゲートと呼びます。
樹脂が固まった後、製品とゲートとランナーは分離されますが、
この時ゲートが折れて樹脂が残ってしまう事があります。
この場合、残った樹脂クズが栓となり、樹脂欠け不良が発生してしまいます。
この対策として、当社ではゲート形状、金型部品の改善を行いました。
改善の詳細はこの記事の中ではお伝え出来ませんが・・・
NPS活動の中で社員が知恵を出し合い、改善しています。
文章だけでは分かりにくい為写真を用いて説明します!
以下はランナー・ゲートの簡略図です。
赤丸部 樹脂が製品へ流れ込む入口となっているのがゲートです。
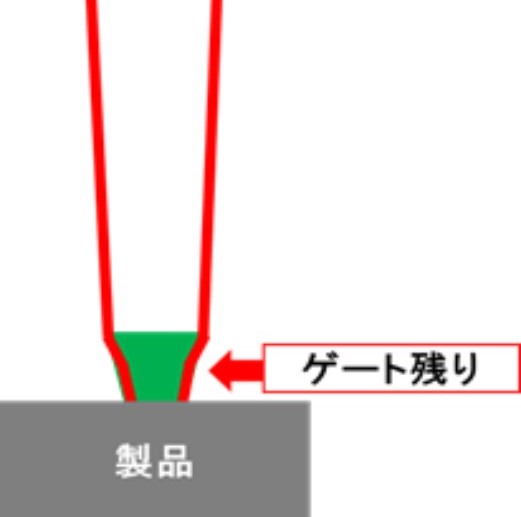
以下はゲート折れの簡略図です。
折れて残った樹脂が栓となることで
樹脂が流入する入口を塞いでしまい、樹脂欠けを発生させる原因となります。
ゲート部の形状や金型部品を工夫する改善を行っています。
上記の説明で分からないと思った方、
より分かりやすく具体的に説明を致しますので
是非、工場見学へお越しください。
当社の特色である一貫生産体制や
精密成形・フープ成形・自動インサート成形・精密プレス
・フープ洗浄機も併せてご説明致します。
※フープ成形 製品例・・・
パワーウィンドウスイッチ部品、ボールベアリング部品
コンデンサ部品(台座・座板)を生産しています。
また、 当社の様子が分かる動画をYouTubeで配信中です。
是非以下、URLからご覧くださいませ。
http://www.youtube.com/watch?v=5NYb2waNUhs
工場見学に関するお問い合わせは・・・
TEL:0265-86-3215
営業課 松本 or 牧島まで
お願いですが、ご来社される方はマスク着用をお願いします。
また、弊社や地域による事情から、ご来社をお断りする場合がございます。
何卒、ご理解とご協力の程お願いします。
以上です。
来月もご期待ください!
受付時間 / 平日 8:00〜17:00